Fabriquer des ressorts de soupapes![]()
![]()
Fabriquer des ressorts de soupapes
|
|
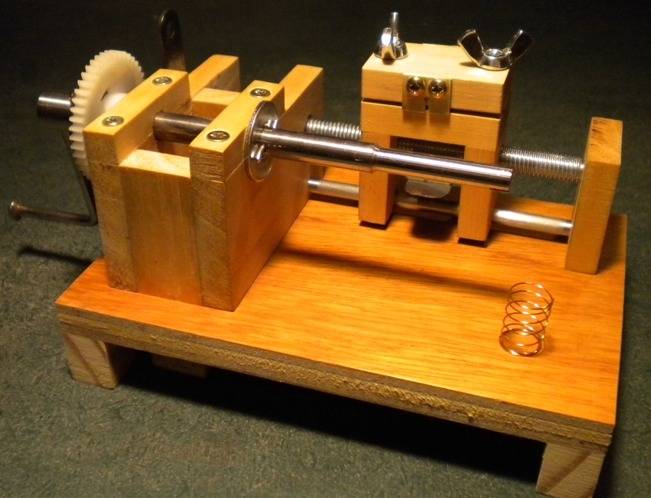
Bien sûr, avec un tour à métaux ça se fait bien. Et puis d'ailleurs, la bidouille à base d'une tige filetée que j'utilisais jusqu'à présent produit aussi des ressorts tout à fait convenables. L'idée c'est d'obtenir plus facilement des ressorts un peu mieux finis, avec des spires jointives à chaque extrémité. Ca ne changera rien au fonctionnement des soupapes, mais les ressorts seront encore plus jolis à regarder ;o) Principe Concevoir une petite machine autonome, une sorte de tour manuel, exactement adaptée au boulot à faire. Le fil s'enroule sur un mandrin entrainé par une manivelle pendant qu'un trainard embrayable et débrayable à volonté, le fait avancer quand il faut, et avec le pas qu'il faut. Simple non ? La machine terminée La base est en ctp de 10 mm et mesure 150 mm x 100 mm. Toute la construction est réalisée en ramin de 9 mm (chutes de plinthe). La broche est en acier de 8 mm et tourne sur des paliers bois. Elle est décolleté à 6.5 mm sur les 40 mm de la partie "mandrin de ressort" proprement dite. Comme ça quand on relache le ressort, son diamètre intérieur est de 10 mm. L'axe de la broche est à 40 mm de la base, et la partie paliers mesure également 40 mm de large (mon réglet est recouvert de givre après 40... :o)). La vis-mère, c'est de la tige filetée de 8 mm, décolletée à 6 mm aux extrémités et elle tourne sur des paliers en nylon insérés à force dans le bois. La hauteur de son axe : C'est "juste ce qu'il faut" pour que le fil sorte tangentiellement au mandrin d'enroulage. La base est montée sur 4 pieds de 15 mm laissant la place à une bride qui permet de fixer la machine sur une table au moyen d'une presse.
Et un ressort, un ! Entraînement et broche Le
rapport de multiplication est de 2. Comme la vis d'avance est en M8, ca donnera un
ressort avec un pas de 2.5 mm.
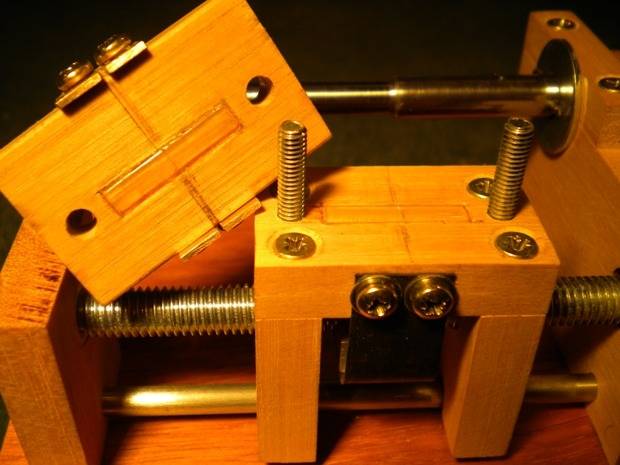
Admirer la très jolie manivelle ! Le trainard Ouais, avec un non pareil, ça fait tout de suite machine sérieuse. Il mesure 40 mm de large et sa course est également de 40 mm. Hi hi, tout est calé à 40 j'vous dis ! Une demi-coquille filetée en alu est montée sur un ressort et embraye l'avance. En appuyant sur ce ressort on dégage le filetage et on ramène immédiatement le trainard au point de départ. Ce ressort, et ben il est tiré d'un couteau à enduire. Si ! Pour bien maîtriser la tension du fil, celui-ci est pressé entre 2 bandes nylon (chutes de collier auto-serrant), et guidé par 2 plaquettes en laiton fendues. Pour avoir la bonne pression, il faut tout de même faire quelques essais. Mais elle n'est pas très critique. Fil bien tendu quoi. Comme si on le tenait à la main.
Tout est vissé, et démontable Fonctionnement Pas compliqué : On met le fil en place, on débraye l'avance, 1 tour, on embraye, 6 tours, on débraye, 2 tours et on coupe au ras du mandrin. Le ressort sort tout seul. Reste à couper le petit bout d'accroche et c'est bon. Pour avoir un ressort bien symétrique et la même configuration de spires jointives à chaque extrémité, il faudrait terminer par 3 spires. Mais ça ne sert pas à grand chose et ça consomme plus de fil. En revanche, on ne peut rien changer à l'amorce. Le premier tour sert à tendre le fil (c'est celui-là qui est en trop mais on ne peut pas s'en passer), et pendant les 2 tours suivants, il va vers le bon angle. Démo en vidéo :
Voir également la même machine à la sauce Jean-Pierre : ici
|





{kind=link}