|
|
L'idée est dans l'air comme on dit ;o). Et puis, à la faveur de la commande d'une petite machine CNC, je me suis retrouvé en possession d'un laser destiné à la gravure et qui faisait partie du lot. Alors la tentation était grande de tester cette technique pour nos cartons. La machine utilise massivement du "made in China" : Le laser lui-même, mais également les moteurs et l'électronique de contrôle, en passant par le guidage linéaire ou la vis de translation. Le reste c'est de la récupération, un peu de bois et quelques bouts de tôle d'aluminium. Des plans pour la réalisation de cette machine. Nouveau : Changement de laser pour un Neje "30W". Le précédent 20W n'était plus guère capable de ne perforer que du papier. Ce n'était pas prévu, mais en reculant l'extracteur de fumées au maximum, ça passe ! Le bas du bloc aluminium du module est situé à 17 mm du plan du carton et la focalisation du faisceau s'effectue par rotation de l'objectif qui est accessible par l'ouverture dans le masque en plexiglass rouge. Voir l'image de droite ci-dessous.
Caractéristiques
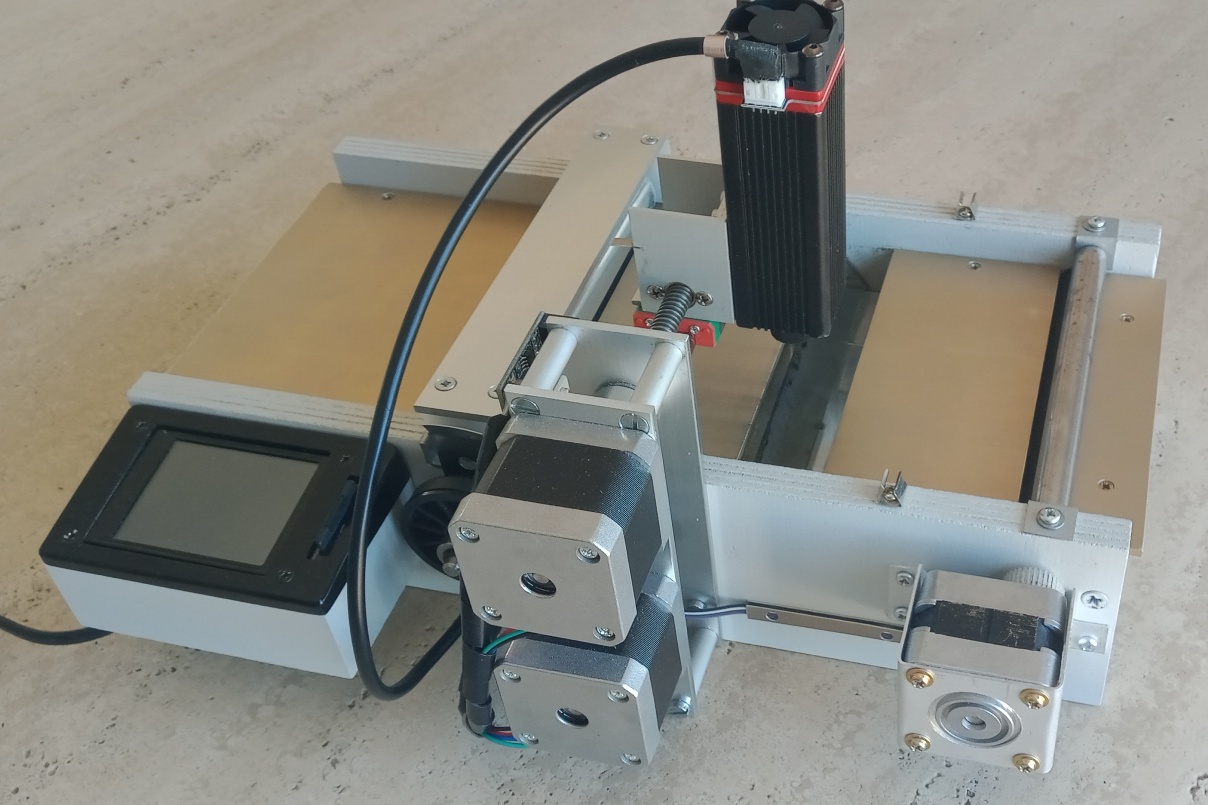
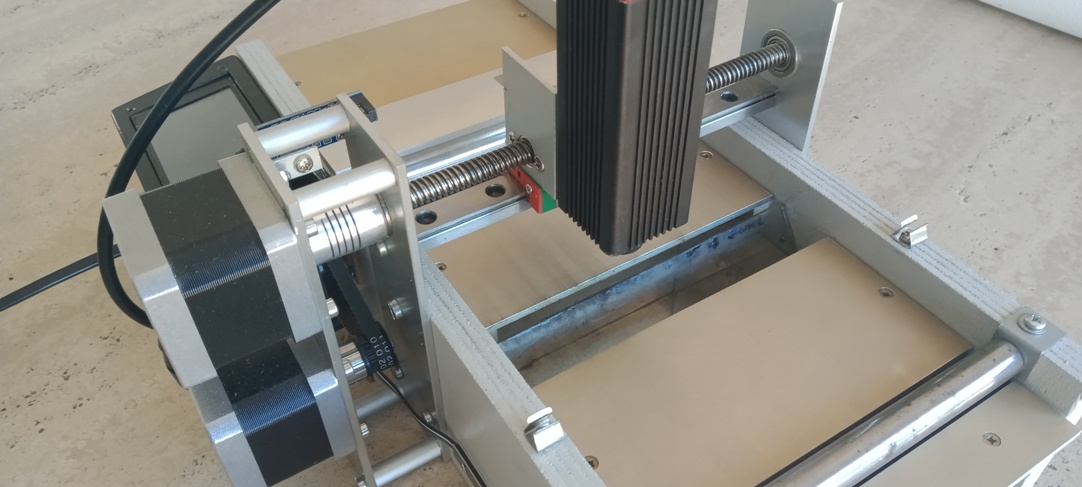
Construction Le coffret fait office de chemin de carton. On y trouve un galet d'entrainement avec son presseur et surmonté en son centre d'une sorte de portique qui soutient le laser et assure son déplacement. Le laser est un "20 W" de marque Neje. La vraie puissance de la led qu'il renferme est de l'ordre de 5 W.
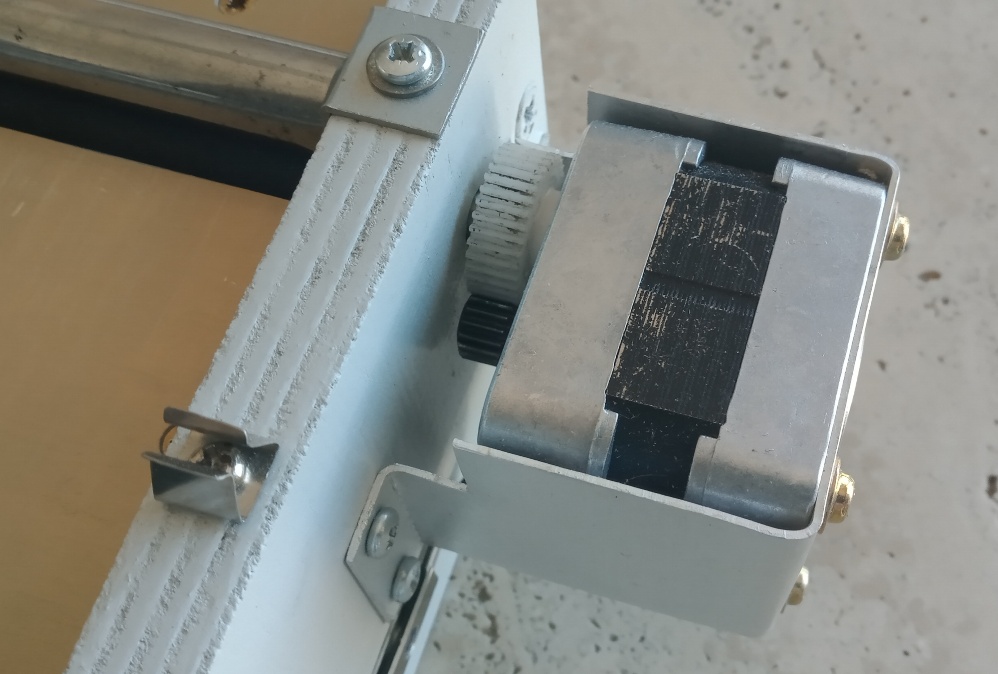
Il y a deux moteurs principaux : Le moteur X qui actionne la vis de déplacement du laser et le moteur Y relié par une courroie à un galet qui fait avancer le carton.
Particularité Dans ce type de perforation, on effectue des aller-retour permanents dans le
sens Y afin de découper les trous. Avec du carton, cela se passe très bien, mais
il en va tout autrement avec du papier dont la rigidité est quasi-nulle. Le
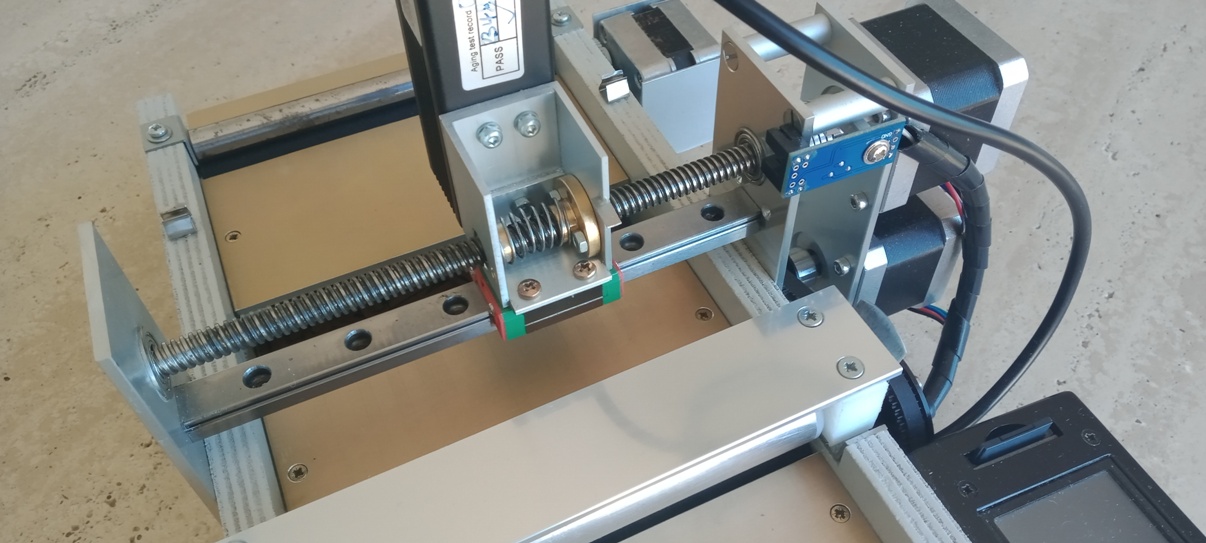
fonctionnement est le suivant : - En Y- les deux moteurs tournent et reçoivent le même nombre d'impulsions. Le driver du moteur principal est réglé en 1/16 de pas alors que celui du moteur secondaire est en 1/8. Ce dernier tourne donc 2 fois plus vite. La papier est fermement maintenu par les ressorts de son presseur sur le rouleau d'avance principal qui impose son débit. Le presseur secondaire n'agit que par sa masse et il y a donc patinage au niveau du galet secondaire. Du fait de la plus grande avance de celui-ci, le papier est mis en tension et recule sans le moindre faux pli.
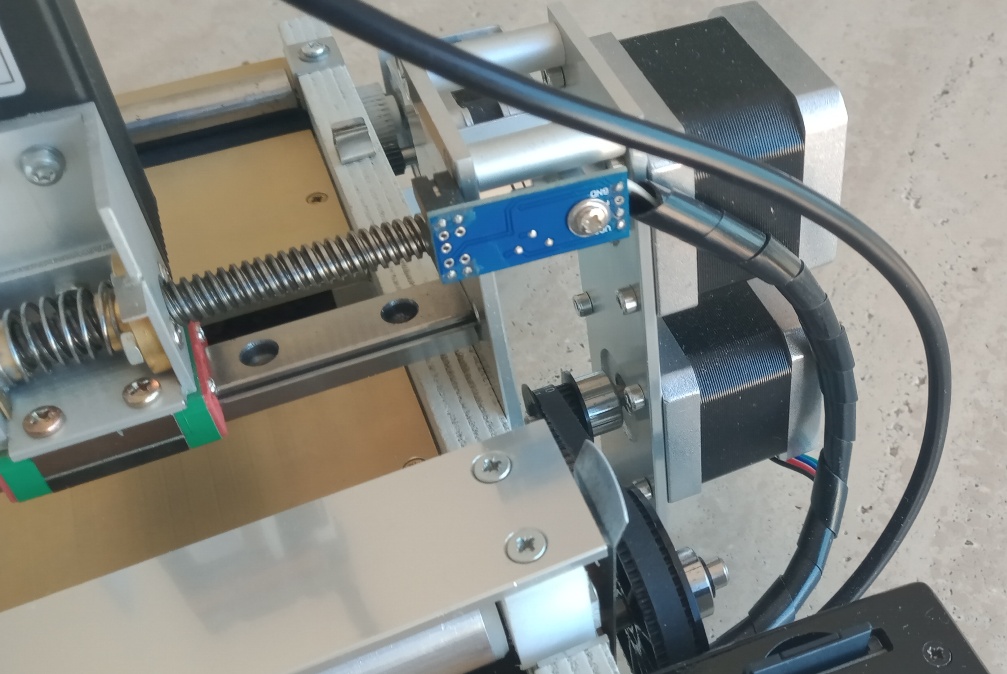
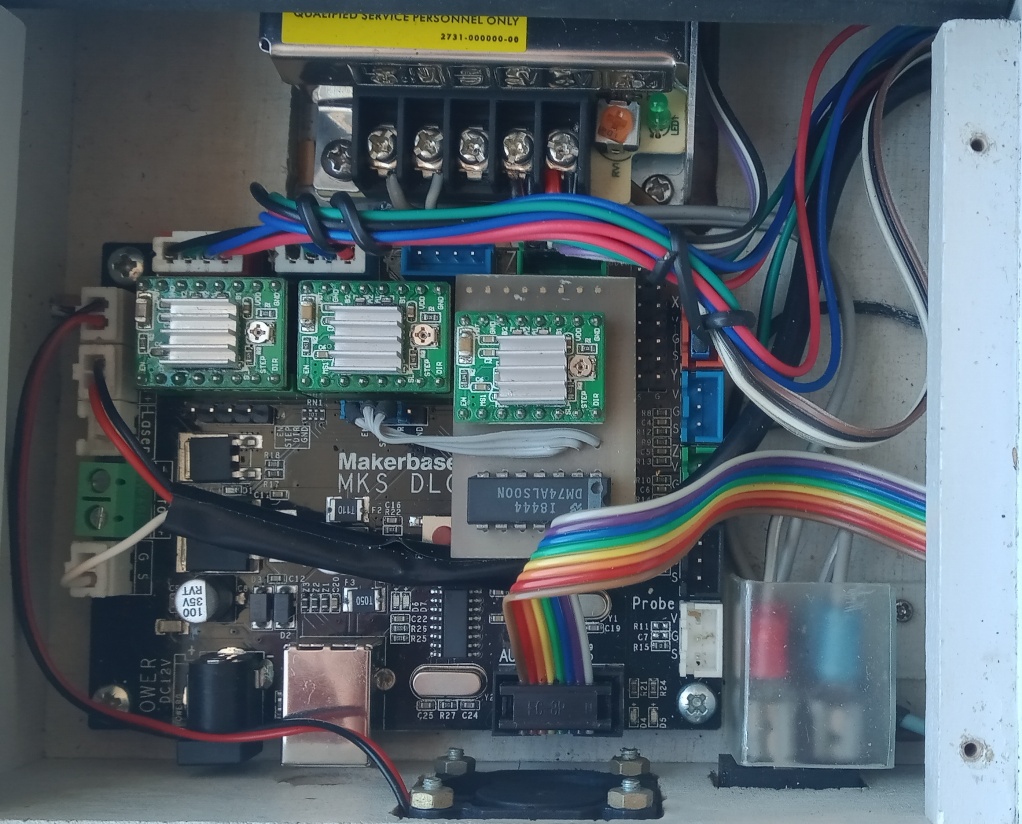
A l'usage, ce système est particulièrement efficace et on perfore sans soucis du papier même très fin. L'électronique Il s'agit d'une carte usuelle du monde des graveurs laser et autres machines CNC tournant sous Grbl 1.1. La carte que j'ai utilisée est une Makerbase MKS DLC V2.0, mais ce n'est qu'une possibilité et beaucoup d'autres modèles peuvent convenir. Attention toutefois à bien choisir une carte Grbl 8 bits et non une carte 32 bits ! Faute de quoi, la mise à jour de Grbl nécessaire pour autoriser le homing sur un seul axe sera impossible.
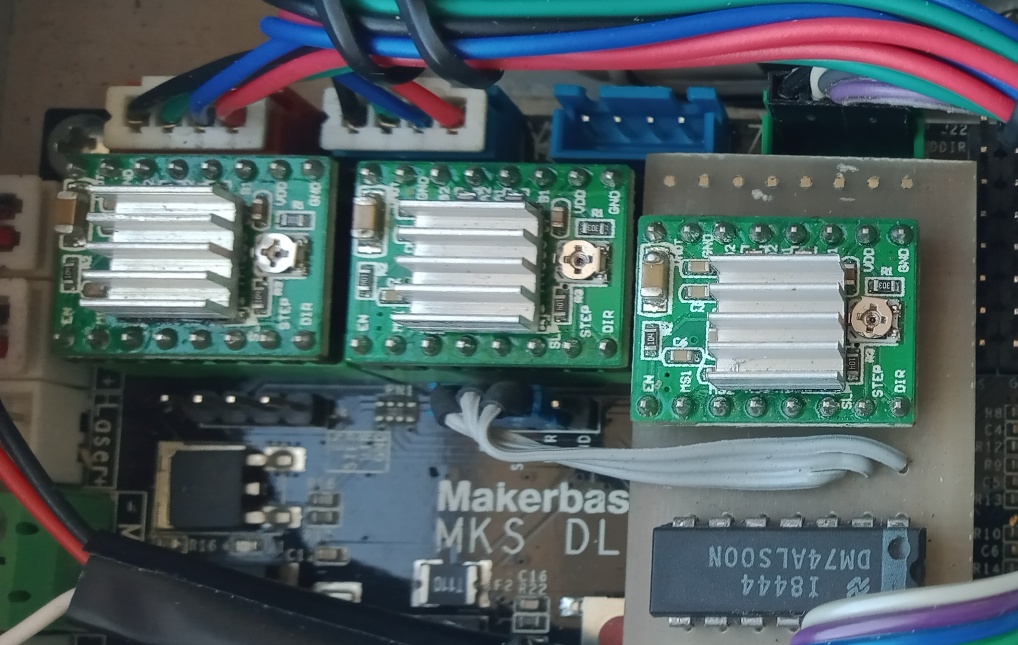
Le moteur Y secondaire est alimenté par un driver situé en position Z pour récupérer les alimentations, mais avec des impulsions de commandes provenant du sens Y et dont on ne conserve que le sens Y- grâce à quelques portes Nand d'un 7400 sur la cartelette qui lui est adjointe. Une alimentation à découpage de 12V 3A complète le tout. Câblage Le câblage est assez intuitif car tout vient à la carte Grbl. Néanmoins, pour que ce soit clair, voici un schéma "de base", sans les accessoires tels le moteur de tension papier, ventilateurs etc...
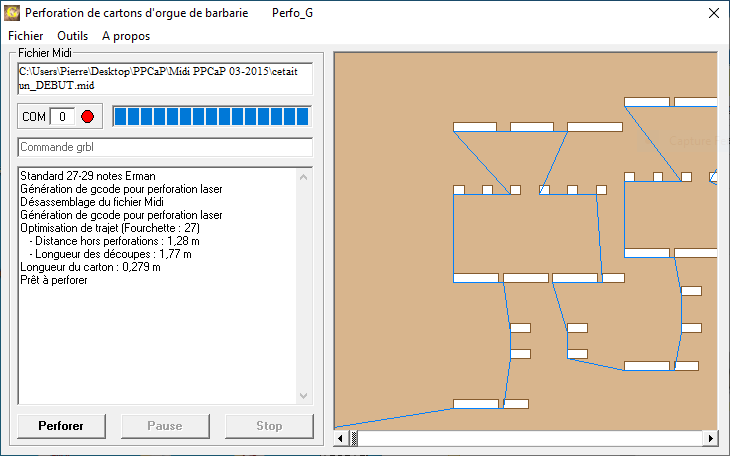
Perfo_G Fidèle à mes habitudes, j'essaye de réaliser tout ce que je peux moi-même. J'ai donc également écrit un petit logiciel que j'ai appelé Perfo_G (pour Grbl) pour générer le gcode et contrôler la machine en l'absence d'un contrôleur autonome. A télécharger ici.
L'optimisation de trajet exécute
une sorte de zig-zag "mou" qui ramasse sur son passage tous les points qui sont
inclus dans une fourchette de largeur paramétrable. Les résultats en termes de longueurs de
trajets sont tout à fait comparables à des techniques plus académiques, et parfois
même meilleurs ;o) Exemple de début de fichier : ;gcode laser du fichier : En revenant de la revue.mid G1 X16.2 G1 Y43.26 G1 X13.2 S1000 G1 Y28.26 S1000 etc... A l'usage, la manipulation est simplissime :
Pour la mise au point :
Le logiciel fonctionne sur tout OS allant d'un antique W98 à Windows 10 en passant par XP, W7, W8... et peut être téléchargé ici. Le cas échéant, mes fichiers de personnalisation d'un module autonome type MKS TFT24 (binaire modifié, icones et configuration) sont ici. Il suffit de déposer le tout à la racine d'une carte SD que l'on insère dans le lecteur du module avant de mettre celui-ci sous tension. La mise à jour s'effectue ensuite automatiquement. Action La machine au travail, successivement sur du carton à F500 et du papier à F2000. C'est du carton de récupération de 4/10 mm d'épaisseur qui a la particularité d'être hydrophobe. Il était utilisé pour envelopper les bobines de papier journal dans les imprimeries, "était" car aujourd'hui on utilise des plastiques. Il ne se laisse pas facilement brûler non plus. D'où le F500 seulement.
Des chiffres Pour les personnes qui souhaiteraient réaliser quelque chose de semblable... Quelques liens
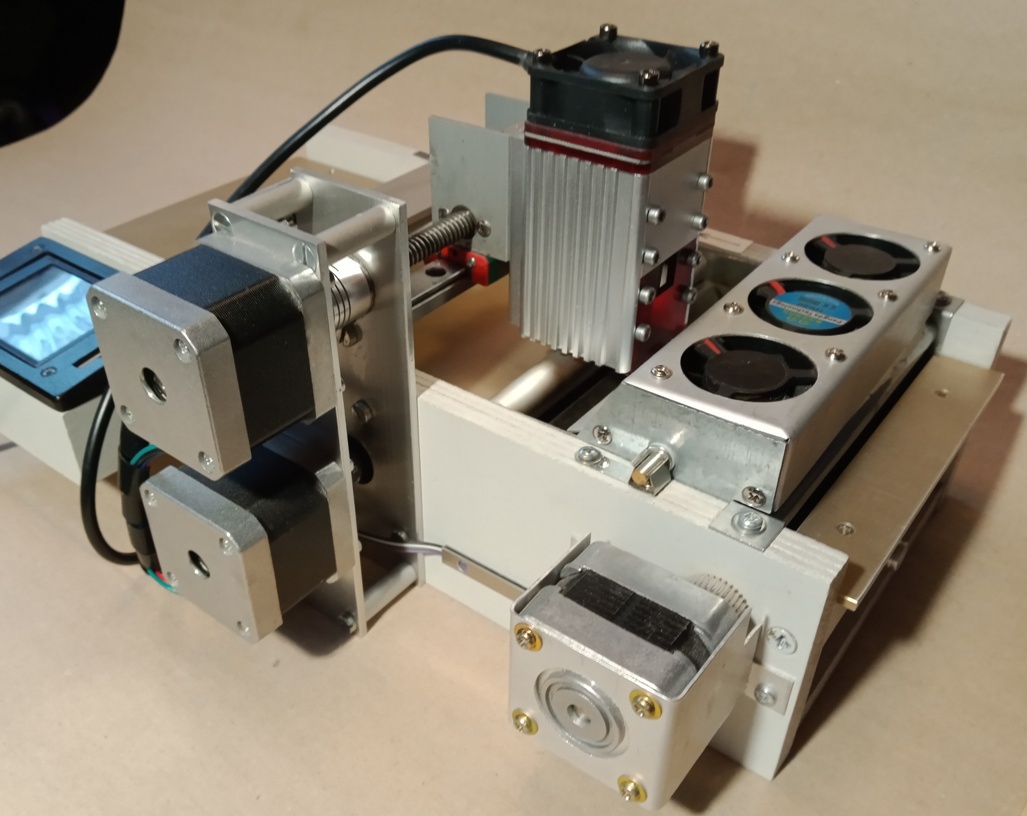
Jean-Pierre a dessiné les plans de cette machine. Si vous désirez les obtenir, contactez-le directement à cette adresse : jpgaillard69@free.fr Conclusion Ca perfore, très bien. Mais... il faut tout de même prendre soin d'évacuer les fumées ! Une sorte de mini-extracteur a été construit à l'aide de 3 ventilateurs qui aspirent au travers d'un morceau de filtre à charbon actif de hotte de cuisine. Mais cela diminue à peine l'odeur. Il faut quelque chose de réellement plus sérieux et... qui sera forcément plus encombrant.
|








{kind=link}